




ABS树脂是目前产量大,应用广泛的聚合物,它将PS,SAN,BS的各种性能有机地统一起来,兼具韧,硬,刚相均衡的优良力学性能。ABS是腈、丁二烯和的三元共聚物,A代表腈,B代表丁二烯,S代表。 ABS工程塑料一般是不透明的,外观呈浅色、无毒、无味,兼有韧、硬、刚的特性,燃烧缓慢,火焰呈黄色,有黑烟,燃烧后塑料软化、烧焦,发出特殊的气味,但无熔融滴落现象。 ABS工程塑料具有优良的综合性能,有的冲击强度、尺寸稳定性好、电性能、耐磨性、抗化学药品性、染色性,成型加工和机械加工较好。ABS树脂耐水、无机盐、碱和酸类,不溶于大部分醇类和烃类溶剂,而容易溶于醛、酮、酯和某些氯代烃中。 ABS工程塑料的缺点:热变形温度较低,可燃,耐候性较差。







采用全自动高速吸塑成型机生产,其基本原理是:将成卷的片材拉进电炉烘箱内加热至软化状态,乘热再拉到吸塑模具上方,模具上移并抽真空,将软化的片材吸附到模具表面,同时将冷却水以雾状喷于成型片材表面,使其硬化,成型的片材再自动被拉至贮料箱,气动裁刀将成型与未成型片材分离,从而完成全部过程。吸塑产品出现的主要质量问题大多在此过程发生: a.吸塑不到位,是指形状变形,没有吸塑成与模具相同形状的产品; b.吸塑过度,是指产品过薄; c.拉线,是指成型产品上出现不应有的线痕; d.厚薄不均。这些问题都需要在上好模具后,调试到位,包括:片材前进的时间、加热的温度和时间、抽真空的强度和时间、上模下落的位置、时间和深度、拼版中模具的摆放位置、模具间是否加附件等等。

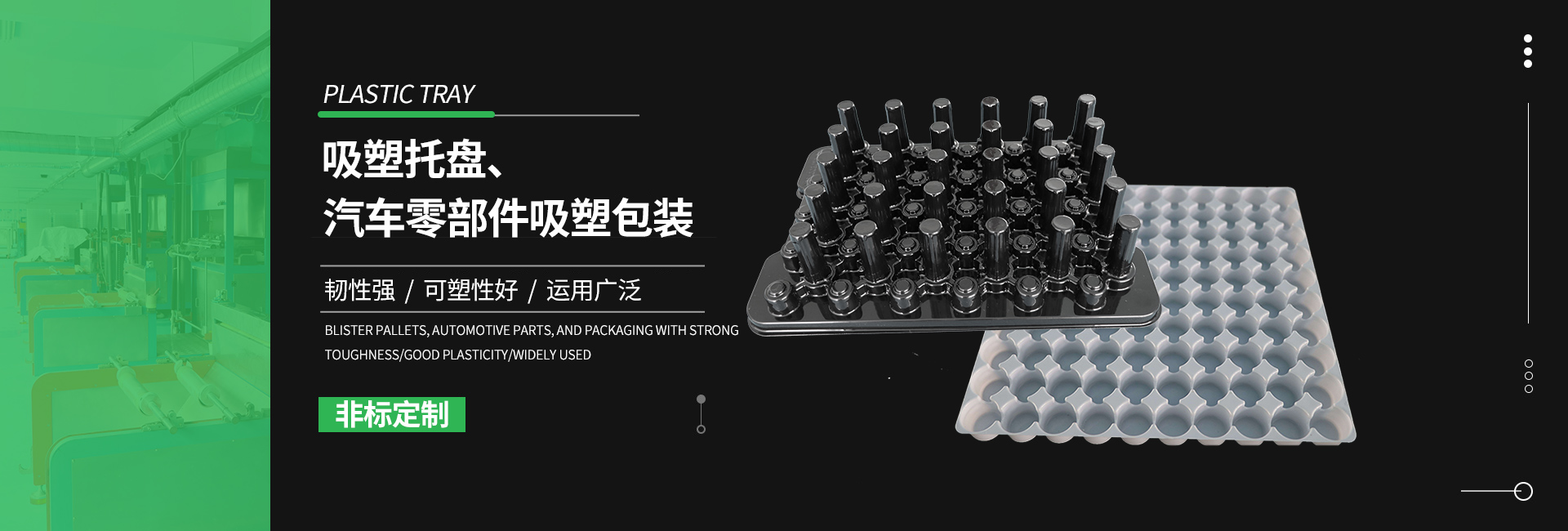
厚片吸塑在客车上的应用 厚片吸塑成型按工艺可分为板材吸塑和软质表皮吸塑两种。厚片吸塑用的材料主要是-丁二烯-(ABS)板材,有小部分零件用有机玻璃(PMMA)板材。客车的驾驶室左右两侧的内板、顶部内板、后部内板以及一些电器箱盖板及其他盖板用的都是ABS板材成型。现在还有一种趋势就是用复合ABS板材代替一般ABS板材,复合ABS板材就是在板材上加一层发泡的聚或聚材料,一起滚压成带皮纹或手感像真皮的板材。要求透明的仪表台的音响盖板,要求防老化的车身外的透气格栅,一般用的是都有机玻璃成型。软质表皮厚片吸塑工艺主要用在客车仪表台上,基体一般是玻璃钢件(FRP),在玻璃钢件上开吸气孔吸表皮,表皮的材料主要有聚加发泡聚(PVC/PPF)复合材料。 现在以客车内侧板吸塑件为例,简述厚片吸塑的工艺过程。零件尺寸为1200mm×1000mm×250mm,用到的ABS板材是尺寸为1400mm×1200mm×4mm。首先要确认板材的颜色皮纹,因为内装饰的颜色和皮纹是很重要的,乘客一上车首先感受到的是车内的环境。再看看板材是否从刚开封的包装袋中取出,若不是,板材还需放到烘房中烘干。因为如果板材潮湿,在加温时会使板材表面起气泡,外观质量恶化,严重时还会使板材在成型过程中拉裂。同时模具装到吸塑机上,调整位置和压框,对模具的上升过程和时间进行预先设定;模具顶部不能超出吸塑机工作平台,然后就对模具加温,约到60℃左右。板材放到自动送料装置上,机器把板材送到吸塑机工作台上(如果没有此机构就要用手工把板材放到工作台上),压框由上而下把板材压紧。然后加热机构移到工作台上方,对板材进行加热,一般加热到120℃左右,时间2~3分钟;还可以对加热器进行区域温度设定,拉伸大的地方适当增大加热温度;加热完后,加热机构移开,同时模具开始向上移。

您好,欢迎莅临j9九游会包装,欢迎咨询...





